|
||||||||
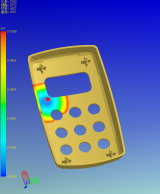
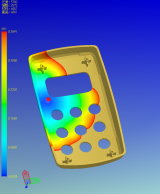
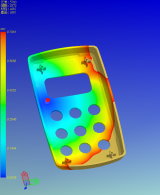
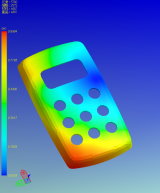
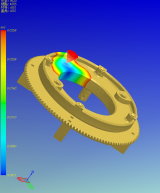
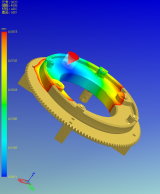
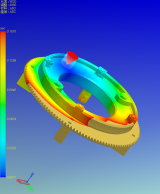
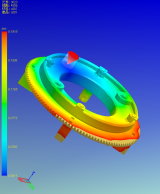
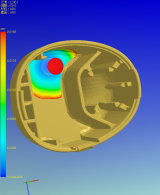
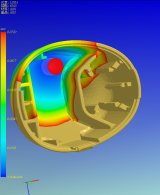
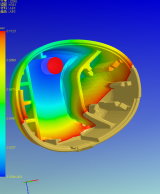
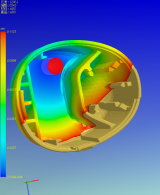
| 透過模流分析協助進行開模的設計評估、模具檢討及品質掌握 評估流程 : 依照客戶產品的需求,使用模流分析進行可視化分析,預估產品可能產生的潛在問題 : (案例一) 產品名稱:底座 材料:PP+30%GF • 由於肉厚設計因素,而造成有非常明顯且嚴重的遲滯現象,且由於此遲滯現象進而造成產品可能發生包風 ( 圖一 )及縫合線( 圖二/圖三 )等外觀問題  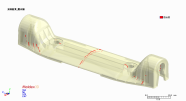 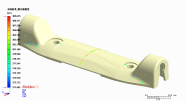 圖一 包風狀況 圖二 縫合線位置 圖三 縫合線結合溫度 • 透過模流分析模擬塑料在模腔內流動的情況 ( 圖四 ) ,可由此判斷融膠流動過程中,塑料是否會因為厚度以及產品結構上設計之緣故,而造成問題。 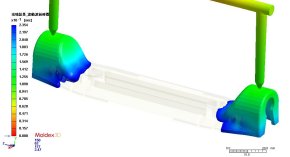 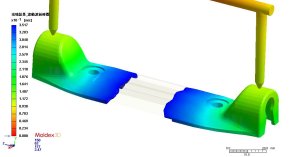 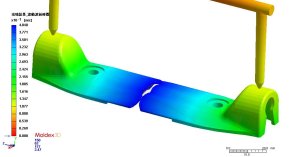 圖四 充填過程模擬結果 • 塑料由液態轉化為固態的過程中,因形態改變所造成體積變化,會因產品厚薄以及壓力分布等原因而有不均勻分布狀況產生,透過模流分析,可了解產品不均勻收縮情況 ( 圖五 ) 及未能頂出的融熔區域 (圖六)  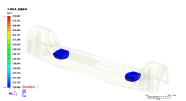 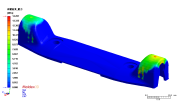 圖五 體積收縮率分布 圖六 融熔區域 圖七 保壓壓力分布 • 依照現階段預估的條件下,產品的變形趨勢預估 ( 如圖十 ),可依據此結果做為預補正之參考條件( 在此變形中已將變形量放大 5 倍,使其較易於判讀 ) 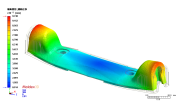 + +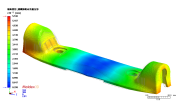 = =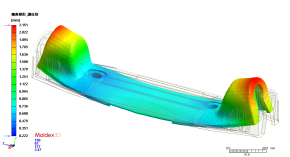 圖八 熱變形結果 圖九 玻纖配向變形結果 圖十 總變形結果 •在冷卻分析中, 在目前水路以及產品設計下,模具內的溫度分布故可進一步做為修正水路配置之依據。 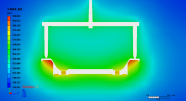  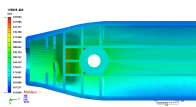 圖十一 模具內溫度分布 圖十二 積熱位置 圖十三 塑膠溫度分布 •由結果中得到充填歷程所需壓力曲線,如(圖十四)所示,可藉此判斷成形過程中機台所需要的提供的壓力值為何,做為判斷參考依據之一。 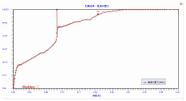  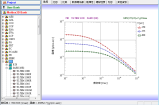 圖十四 充填壓力曲線 圖十五 鎖模力曲線 圖十六 材料資訊分析 依照以上分析流程,我們提供模流分析協助客戶在開模時,可預估產品可能遇到之問題,如包風、遲滯、充填壓力過大、變形量過大等問題,使產品設計者在事前即可找出產品設計以及材料選定等最佳的關係結果,使試模以及修模次數減至最少,確切的掌握開發時程,確保產品品質及交貨日期。 |
||||||||
 |
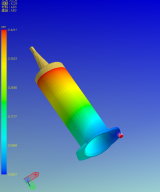
模流分析 | |||||||
 |
 |
 |
 |
壓力分佈 | ||||
 |
 |
 |
 |
包風分析 | ||||
| 排風位置 | ||||||||
| 結合線 | ||||||||
 |
 |
 |
 |
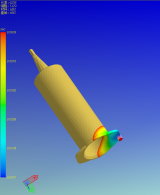
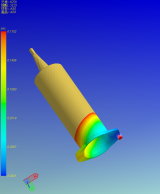
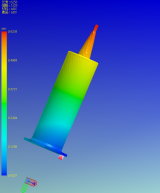
充填模式 | ||||
| 溫度分佈 | ||||||||
 |
 |
 |
 |
模流分析-注射針筒 | ||||
(以下為模流公司的專訪) |
||||||||
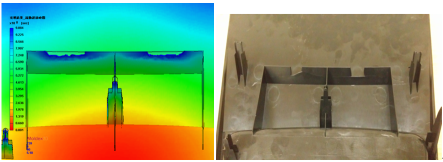
| 善用可視化模流分析 榮紹精準預測產品瑕疵 客戶背景  客戶: 榮紹塑膠射出股份有限公司 客戶: 榮紹塑膠射出股份有限公司 產業: 精密塑膠射出 國家: 台灣 榮紹塑膠射出股份有限公司創立於1977年( www.lon-so.com ),在秉持著「品質優良、價格合理、 服務親切」的經營理念下,成功將產品行銷至全球。1000坪寬敞的廠區內,引進27台先進射出機具,從「機構外型設計」、「打樣」、「開模」、「塑膠射出」到「加工」一應俱全,提供客戶多樣化的選擇。憑藉多年的製造經驗以及來自團隊的專業技術優勢,成功經營「如期交貨」和「優良品質」的客戶好口碑。 (來源: 榮紹精密 ) 挑戰汽車音響置物上蓋為一組合外觀件,對於產品表面品質要求嚴苛,須避免外觀產生明顯結合線及縮水痕。 解決方案在模流分析解決方案的協助下,榮紹實業能成功辨識產品件縮水痕區,提前進行產品驗證及設計優化,有效降低試誤次數;不但有助於品質改善,同時利於機台選定及產能規劃。 實際案例在產品開模初期,潛在的設計瑕疵往往難以察覺,特別是外觀件產品。而以往產品開發的過程中,縫合線和縮水痕經常無法避免,模具因此必須要經過無數修改。榮紹希望透過精準的模擬分析能力,在開模前即完成外觀評估,提供可視化分析結果與客戶進行產品設計討論。
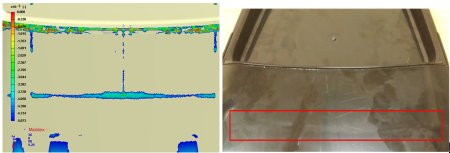
模流不但讓我們可以協助客戶提前偵測開發失敗因素,更可以提出有根據的設計變更建議,成功縮短產品開發週期,這樣的差異化服務也成為我們的核心競爭主力 - 榮紹精密 總經理 許志鴻 透過模流分析模擬,在尚未開模前即發現該產品背部肋條區域因肉厚較薄,有流動遲滯的現象,將容易產生較大的射出壓力,進而導致局部短射。在實際開模射出後,也印證該區域確實會產生局部短射的現象。 由於該產品射出後需進行組裝,因此在產品的背部上可發現多個卡溝及肋條組合件設計。除此之外,透過準確預測分析後也可發現,在主要機構處因肋條設計較厚,容易產生連續性收縮,導致外觀易產生明顯收縮痕。模擬預測技術可協助榮紹及其客戶在開模前,提前發現產品設計缺陷,即時達成設計優化。
藉由可視化分析報告,榮紹可以與客戶在產品開模與實際生產前,充分進行溝通與討論。在模具開發前期,即可提前發現產品外觀的潛在問題並提出改善方針,不但可以協助客戶解決產品設計的問題,更可減少廠內修模及試模次數,大幅降低成本,確保產品如期出貨和準時上市,大幅提升公司接單競爭力。 | ||||||||



榮紹塑膠射出股份有限公司 Lon-so plastic injection molding co.,LTD
電話 TEL:+886-(0)4-26862423 聯絡人:許志鴻 先生
傳真 FAX:+886-(0)4-26862478 E-Mail:factory@Lo-so.com
住址: 437 台灣省台中縣大甲鎮重義三路26巷66號 地圖 統一編號Register No.:22125383
No.66, Lane 26, Chongyi 3rd Rd., Dajia Town, Taichung County 437, Taiwan
ISO-9001:2008認證
版權所有 榮紹塑膠射出股份有限公司 請勿轉載![]()

榮紹依法擁有本網頁之智慧財產權,任何人不得逕自使用、修改、複製或公開發表本網頁。若您欲引用或轉載網頁內容,必須依法取得榮紹的事前之書面同意。